What is the difference between gravity casting and pressure casting?
Die casting is one of the most widely used casting processes but what is the difference between Gravity Casting and Pressure Casting? Both are casting processes used by the Delin machine, so we are well placed to explain the differences and discuss the selection criteria.
The difference between gravity casting and pressure casting
The article will be analyzed and discussed from the following four aspects
Ⅰ. Introduction to gravity casting
Ⅱ. Introduction to High-Pressure Casting
Ⅲ. Introduction to Low-Pressure Casting
Ⅳ. Advantages and disadvantages
Ⅰ. Introduction to gravity casting
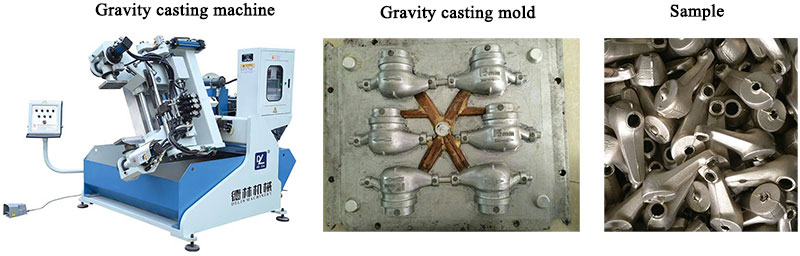
Gravity casting refers to the process in which the molten metal is injected into the mold under the influence of the earth’s gravity, also known as casting. Gravity casting in a broad sense includes sand casting, metal casting, investment casting, lost foam casting, mud casting, etc.; Narrow sense gravity casting refers specifically to metal casting. Metal casting is a modern process for making molds using heat-resistant alloy steel. The metal liquid is generally poured into the gate manually, and the product is obtained by filling the cavity with the weight of the metal liquid, exhausting, cooling, and opening the mold. The process flow is: melting, pouring and filling, exhaust, cooling, mold opening, heat treatment, post-processing.
Features of gravity casting
1. There are few pores in the casting, which can be heat treated. After heat treatment, the strength of the product can be greatly improved, even more than die-cast products.
2. The product has a low density. Relying on liquid self-weight molding, the density of the product is lower than that of die casting, and its strength is slightly worse, but its elongation
high
3. The surface finish of the product is not high. After cooling and shrinking, the cast product is prone to form four pits similar to the shot blasting.
4. Slow filling and low production efficiency. Its production efficiency is only about 1/4 of high-pressure casting, resulting in high product cost.
5. The service life of the mold is longer than that of die casting, and the cost of the mold is low.
6. The process is relatively simple.
7. Not suitable for producing thin-walled parts.
Pressure casting is divided into high-pressure casting and low-pressure casting.
Ⅱ. Introduction to High-Pressure Casting
High-pressure casting is a casting method in which molten alloy liquid is poured into a pressure chamber to fill the cavity of a steel mold at high speed, and the alloy liquid is solidified under pressure to form a casting.
The main characteristics of high-pressure die casting different from other casting methods are high pressure and high speed.
①The molten metal fills the cavity under pressure and crystallizes and solidifies under higher pressure. The common pressure is 15-100MPa.
②The molten metal fills the cavity at high speed, usually in 10-50 meters seconds, and some may exceed 80 meters seconds, (introduced through the gate
The linear velocity of the cavity is the gate speed), so the filling time of the molten metal is extremely short, and the cavity can be filled in about 0.01-0.2 seconds (depending on the size of the casting).
The characteristics of high-pressure casting are:
1. Rapid filling and high production efficiency.
2Formed under high pressure, the product has high density, high product strength, and surface hardness, but the product has low elongation.
3. The surface finish of the product is good, generally reaching Ra6.3 or even Ra1.6.
4. The parts with thin wall thickness can be produced, and the thickness of the aluminum die-casting wall can be as thin as 0.5mm
5. Fast filling, more gas involved inside, poor porosity.
6. No heat treatment. The internal gas expands during heat treatment, causing defects such as bulging or cracking.
7. The processing margin is small (less than 0.25mm as much as possible). If the processing volume is too large, the dense layer on the surface will be destroyed, and the internal pores will be exposed, resulting in a decrease in product strength.
8. The mold cost is high and the mold life is small.
Ⅲ. Introduction to Low-Pressure Casting
The process of low-pressure casting is as follows: In the sealed crucible (or sealed tank), dry compressed air is passed, and the metal liquid rises along the riser pipe into the sprue under the action of gas pressure, and smoothly through the inner sprue Enter the cavity and maintain the gas pressure on the liquid surface in the crucible. Until the casting is completely solidified. Then, the gas pressure on the liquid surface is released, and the unsolidified metal liquid in the riser pipe flows back to the crucible, and then the mold is opened to take out the casting.

Technical characteristics:
1. The pressure and speed during pouring can be adjusted, so it can be applied to various casting molds (such as metal molds, sand molds, etc.), casting various alloys and castings of various sizes;
2. The bottom injection type filling is adopted, the metal liquid filling is stable, and there is no splashing phenomenon, which can avoid the gas entrapment and the scouring of the mold wall and the core, which improves the casting pass rate;
3. The casting is crystallized under pressure, with dense structure, clear outline, smooth surface, and high mechanical properties, which is especially beneficial for casting large and thin-walled parts;
4. The feeder riser is omitted, and the metal utilization rate is increased to 90-98%;
5. Low labor intensity, good labor conditions, simple equipment, easy to realize mechanization and automation.
Application: Mainly based on traditional products (cylinder head, wheel hub, cylinder frame, etc.).
Low-pressure casting is completely different from high-pressure casting, no matter in terms of equipment, process, or product performance:
1. The pressure used in low-pressure casting is low, generally, 20-60KPa and the pressure source is gas pressure.
2. Due to the low pressure used, the product fills slowly and the production efficiency is low, but the porosity of the product is better and the product can be heat treated.
In general, low-pressure casting is a compromise between high-pressure casting and gravity casting.
Ⅳ. Advantages and disadvantages
Comparison of the advantages and disadvantages of the three castings
| Process | Mold cost | Mold life | Porosity | Heat treatment | Extra machining volume | Smooth surface | Suitable products | Productivity | |
| High-pressure casting | complex | high | short | bad | can not | small | high | thin-walled parts | high |
| Low-pressure casting | simple | low | long | good | can | big | high | medium-walled parts | medium |
| Gravity casting | simple | low | long | good | can | big | low | thick-walled parts | low |
Remarks: Extra machining volume, the extra machining volume after the blank comes out, that is, the more the excess, the more time to trim and cut.
In terms of strength, due to the different aluminum alloy raw materials, the strength difference is also large:
1. Die-casting products have high compactness due to molding under high pressure and high strength. For example, the die-casting product of A380 can reach a strength of 360MPa, while its elongation can only reach about 3.7%.
2. The strength of gravity casting products is generally lower than that of die casting. Its better material, 2L101A, can only reach 310MPa after heat treatment, but its elongation is higher, which can reach 5-6%. There are also materials with strengths above 380MPa, such as ZL201A, ZL204A.
It can be seen from the above that when we choose which process to use for product production, we mainly choose according to the wall thickness of the product:
1. Due to the extremely high production efficiency of high-pressure casting, high-pressure casting should be preferred under the premise of meeting the requirements under the production process and product performance.
2. When the wall thickness of the product is greater than 8mm, the product of high-pressure casting may have too many internal pores and the strength of the product may not meet the expected requirements. Consider gravity casting or low-pressure casting.
Delin Machinery is a top Chinese foundry machinery manufacturer, which can provide quotation and export of casting machines to various countries. You can click here: gravity casting machine to view more details of our casting machine products.
If you want to know more details like are we manufacturers? machine function? support video and more pictures? price list? how to buy? Welcome to Send Inquiry or Chat Now or send us Email about any question on the machine, please contact us >>>Tel / WhatsApp / WeChat: +86 13960339790, Email: salse16@chinamakeco.com