What are the common metal casting process?
The casting process flows: liquid metal → filling → solidification shrinkage → casting. Liquid metal is poured into a mold cavity suitable for the shape and size of the part, and it is cooled and solidified to obtain a blank or part production method, which is usually called liquid metal forming or casting.
 Casting process characteristics:
Casting process characteristics:
1. It can produce parts with complicated shapes, especially those with complicated inner cavity shapes.
2. Strong adaptability, unlimited alloy types, and almost unlimited casting size.
3. A wide source of materials, waste products can be remelted, and equipment investment is low.
4. High scrap rate, low surface quality, and poor labor conditions.
Casting classification:
01. Sand casting
02. Investment Casting (investment casting)
03. Die casting
04. Low-pressure casting
05. Centrifugal casting
06. Gravity die casting
07. Vacuum casting
08. Squeeze casting
09. Lost Foam Casting
10. Continuous casting
The characteristics and application of several common casting processes
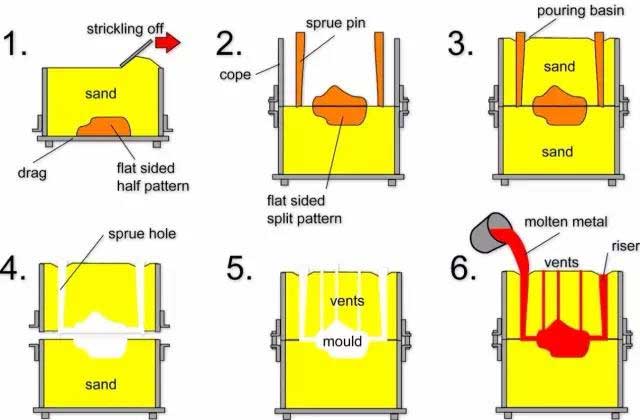
01 sand casting
Sand casting: Casting process method for producing castings in sand castings. Steel, iron and most non-ferrous alloy castings can be obtained by sand casting.
Process flow:
 Technical characteristics:
Technical characteristics:
1. Suitable for making blanks with complex shapes, especially with complex inner cavities;
2. Wide adaptability and low cost;
3. For some materials with poor plasticities, such as cast iron, sand casting is the only forming process for manufacturing its parts or blanks.
Application: Castings such as engine cylinder block, cylinder head and crankshaft of automobile
Application machine: sand molding machine
02 Investment Casting
Investment casting process: usually refers to making a pattern on a fusible material, covering the surface of the pattern with several layers of refractory material to make a shell, and then melting the pattern out of the shell to obtain a mold without a parting surface, which is baked at high temperature After that, it can be filled with sand and cast. Often called “lost wax casting.”
Matters needing attention in the investment casting process
1. Do not spray too much mold release agent in the mold cavity.
2. After the circulation parameters of the pressure melting (wax) mold are established, do not change them easily.
3. The wax molds are placed in storage trays and should be isolated from each other to avoid damage. Fixtures can be used when necessary to avoid wax mold deformation.
4. Be careful not to damage the profile during the correction process.
Process characteristics:
1. High dimensional accuracy and geometric accuracy;
2. High surface roughness;
3. Ability to cast complex-shaped castings, and the casting alloys are not limited.
4. Disadvantages: complicated process and high cost
Application: Applicable to the production of small parts with complex shapes, high precision requirements, or difficult to perform other processing, such as turbine engine blades, etc.
03 Die casting
Die casting: the use of high pressure to press the metal liquid into a precision metal mold cavity at high speed, the metal liquid is cooled and solidified under the pressure to form a casting.
Process characteristics
1. During the die-casting, the metal liquid is under high pressure and the flow rate is fast;
2. Good product quality, stable size and good interchangeability;
3. The production efficiency is high, and the die casting mold is used many times;
4. It is suitable for mass production and has good economic benefits.
Disadvantages:
1. Castings are prone to small pores and shrinkage;
2. The plasticity of the die-casting parts is low, so it is not suitable to work under impact load and vibration;
3. When die-casting high-melting-point alloys, mold life is low, which affects the expansion of die-casting production.
Applications: Die castings were first used in the automotive industry and instrumentation industry, and then gradually expanded to various industries, such as agricultural machinery, machine tool industry, electronics industry, defense industry, computers, medical equipment, watches, cameras and daily hardware.
04 Low pressure casting
Low pressure casting: refers to the method of making liquid metal fill the mold under the action of lower pressure (0.02 ~ 0.06MPa), and crystallize under pressure to form a casting.
Process flow:

Technical characteristics:
1. The pressure and speed during pouring can be adjusted, so it can be applied to various different casting molds (such as metal molds, sand molds, etc.), casting various alloys and castings of various sizes;
2. Bottom injection type filling is adopted, the metal liquid filling is stable and there is no splash phenomenon, which can avoid the involvement of gas and the scouring of the mold wall and core, which improves the casting pass rate;
3. The casting is crystallized under pressure, the casting has a dense structure, a clear contour, a smooth surface, and high mechanical properties, which is especially beneficial for the casting of large and thin-walled parts;
4. The feeder riser is omitted, and the metal utilization rate is increased to 90 to 98%;
5. Low labor intensity, good labor conditions, simple equipment, easy to realize mechanization and automation.
Application: Mainly based on traditional products (cylinder head, hub, cylinder frame, etc.).
Application machine: Low pressure casting machine
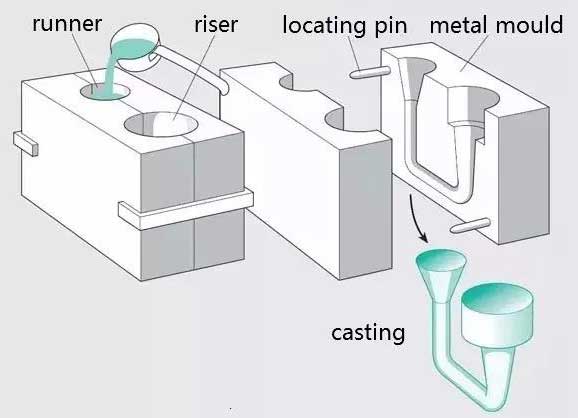
05 gravity die casting
Metal mold casting: refers to a molding method in which liquid metal fills a metal mold under the action of gravity and cools and solidifies in the mold to obtain a casting.
Process flow: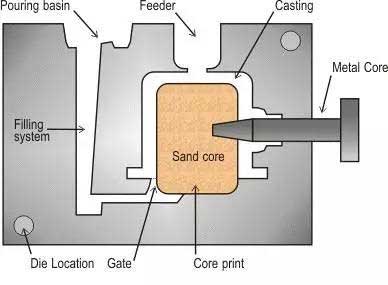
Process characteristics
1. The thermal conductivity and heat capacity of the metal mold is large, the cooling speed is fast, the casting structure is dense, and the mechanical properties are about 15% higher than that of the sand casting.
2. Can obtain castings with higher dimensional accuracy and lower surface roughness value, and good quality stability.
3. Because the sand core is not used and rarely used, it can improve the environment, reduce dust and harmful gases, and reduce labor intensity.
Disadvantages:
1. The metal type itself is not breathable, and certain measures must be taken to export the air in the cavity and the gas generated by the sand core;
2. The metal type has no concession, and it is easy to crack when the casting is solidified;
3. Metal mold manufacturing cycle
Application: Metal mold casting is not only suitable for mass production of aluminum alloy, magnesium alloy and other non-ferrous alloy castings with complex shapes but also suitable for the production of steel metal castings and ingots.
Application machine: gravity casting machine
06 Squeezing die casting
Squeeze casting: It is a method to solidify and flow-form liquid or semi-solid metals under high pressure to obtain parts or blanks directly. It has the advantages of a high utilization rate of liquid metal, simplified process and stable quality. It is an energy-saving metal forming technology with potential application prospects.
Process flow: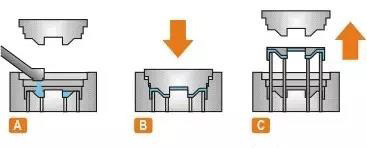
Direct squeeze casting: spray paint, alloy casting, mold clamping, pressurization, holding pressure, pressure relief, mold splitting, blank demolding, resetting;
Indirect squeeze casting: spray paint, mold clamping, feeding, filling, pressurizing, holding pressure, pressure relief, mold splitting, blank demolding, reset.
Technical characteristics:
1. It can eliminate internal defects such as porosity, shrinkage and shrinkage;
2. Low surface roughness and high dimensional accuracy;
3. It can prevent the occurrence of casting cracks;
4. It is easy to realize mechanization and automation.
Application: Can be used to produce various types of alloys, such as aluminum alloy, zinc alloy, copper alloy, ductile iron, etc.