What is low pressure casting?
Low pressure casting means that the casting mold is generally placed above the sealed crucible, compressed air is introduced into the crucible, which causes low pressure (0.06 ~ 0.15MPa) on the surface of the molten metal so that the molten metal rises from the riser tube to fill the casting mold and control solidified casting method. This casting method is well packed, the castings are densely structured, and it is easy to cast large and thin-walled complex castings without risers, and the metal recovery rate is 95%. No pollution, easy to realize automation. But the equipment cost is higher and the production efficiency is lower. Generally used for casting non-ferrous alloys.
Low Pressure Casting Principle
Low pressure die casting is a casting method in which a liquid alloy is pressed into the mold cavity from below by pressure and solidified under pressure.
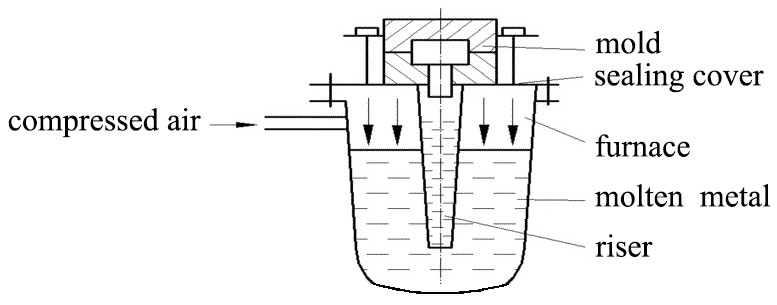
The principle of low pressure casting is shown in the figure. Dry compressed air or inert gas is introduced into the sealed furnace. With the help of the pressure acting on the surface of the liquid metal, the liquid metal flows smoothly through the runner from the bottom to the top It is full of casting mold, and the filling pressure is generally 20 ~ 60kPa. When the casting is completely solidified, the gas pressure on the liquid surface is relieved, so that the unsolidified metal liquid in the riser and the runner flow into the crucible by its own weight, then the mold is opened and the casting is taken out.
The low pressure casting production process includes the following four basic processes:
1) Preparation of metal smelting and mold or casting mold.
2) Preparation before pouring: including furnace sealing (assembly of sealing cap), cleaning of residue in the riser, measurement of liquid level, tightness test, mold matching, fastening mold or casting mold, etc.
3) Pouring: including liquid lifting, filling, pressurization, solidification, pressure relief and cooling. (learn more about the low pressure casting process>>>)
4) Demoulding: including loose demoulding and taking out castings.
Low Pressure Casting Features
Sand casting, metal casting, graphite casting, etc. can be used for low-pressure casting. The filling process is different from gravity castings such as metal casting and sand casting. It is also different from pressure casting with high-pressure high-speed filling. It has the following advantages:
1) Pure metal liquid filling, improves the purity of castings. Because the slag generally floats on the surface of the molten metal, and low-pressure casting uses the molten metal in the lower part of the crucible to achieve filling through the riser tube, completely avoiding the possibility of the slag entering the mold cavity.
2) The filling of the liquid metal is stable, which reduces or avoids the phenomenon of tumbling, impact and splashing of the liquid metal during the filling, thereby reducing the formation of oxidized slag.
3) The moldability of the casting is good, and the filling of the metal liquid under the pressure can improve the fluidity of the metal liquid, which is beneficial to the formation of casting with a clear outline and a smooth surface and is more beneficial to the molding of a large thin-walled casting.
4) The casting is crystallized and solidified under the action of pressure, which can be fully compensated and the casting structure is dense.
5) The recovery rate of the molten metal is improved. In general, no riser is needed, and the uncondensed metal in the riser can be returned to the crucible for repeated use, which greatly improves the recovery rate of the molten metal, generally up to 90%,
6) Convenient production operation, good labor conditions, high production efficiency, easy to realize mechanization and automation.
Low-pressure casting also has some shortcomings, and the investment in equipment and molds is relatively large. When producing aluminum alloy castings, the furnace and the riser are in contact with the metal liquid for a long time, which is easy to be eroded and scrapped, and the metal liquid will increase iron and deteriorate the performance.
Low Pressure Casting Machine

The low pressure casting machine is generally composed of a host, a hydraulic system, a holding furnace, a liquid level pressurizing device, an electrical control system, and a mold cooling system.
(1) Host
The low-pressure casting host is generally composed of a closing mechanism, a static mold core pulling mechanism, a frame, a casting ejection mechanism, a pickup mechanism, a safety limit mechanism and other parts.
(2) Holding furnace
There are mainly two kinds of holding furnaces: crucible holding furnace and molten pool holding furnace. The crucible holding furnace has two types: graphite crucible and cast iron crucible. The molten pool type holding furnace adopts the whole hearth refractory knotting process, silicon carbon rod radiation heating insulation, has the characteristics of large capacity, long service life and simple maintenance, which is very conducive to the continuous production requirements and is widely used by modern low-pressure casting machines.
The connection between the holding furnace and the host includes fixed connection type and holding furnace lifting and moving type, which can be selected according to the production process requirements.
(3) Liquid riser
The liquid riser is a channel for diversion and retraction. It is connected to the crucible cover in a detachable manner to form a sealed container under pressure. Under the action of the process air pressure, the metal liquid is filled and pressurized by the riser to solidify the crystal; when the pressure is released, the unsolidified alloy liquid falls back to the crucible through the riser. important.
(4) Liquid surface pressure device and its pressure specification
In low-pressure casting, correct control of mold filling and pressurization is the key to obtaining good castings. This control is completely achieved by the liquid level pressurization control system. According to the requirements of different castings, the liquid level pressurization system should be able to be adjusted within the range of process parameters, the work must be stable and reliable, and the structure should be convenient for maintenance
Low Pressure Casting Application
Low pressure casting is the earliest anti-gravity casting technology, which was used in industrial production in the 1940s. Nowadays, low-pressure casting is mainly used to produce aluminum alloy and magnesium alloy parts, such as automobile wheels of the automobile industry, cylinder blocks of internal combustion engines, cylinder heads, pistons, missile shells, impellers, wind guide wheels, etc. When low-pressure casting is used to produce cast steel, such as cast steel wheels, the riser pipe needs to use special refractory materials. Low-pressure casting can also be applied to small copper alloy and zinc alloy castings, such as pipe joints, faucets in bathrooms, etc. This technology has been industrialized.
Delin Machinery is a well-known Chinese foundry machinery manufacturer, which can provide quotation and export of low pressure casting machines to various countries. You can click here: low pressure casting machine to view more details about this casting machine. If you want to know more details like are we manufacturers? machine function? support video and more pictures? price list? how to buy? Welcome to Call / WhatsApp or send us Email about any question on the machine, please contact us >>>Tel / WhatsApp / WeChat: +86 13960339790, Email: salse16@chinamakeco.com